Forced Ejection: Mass-Producing Undercuts Without Expensive Molds
How do they mass-produce cheap plastic bottle caps without using crazy expensive molds?
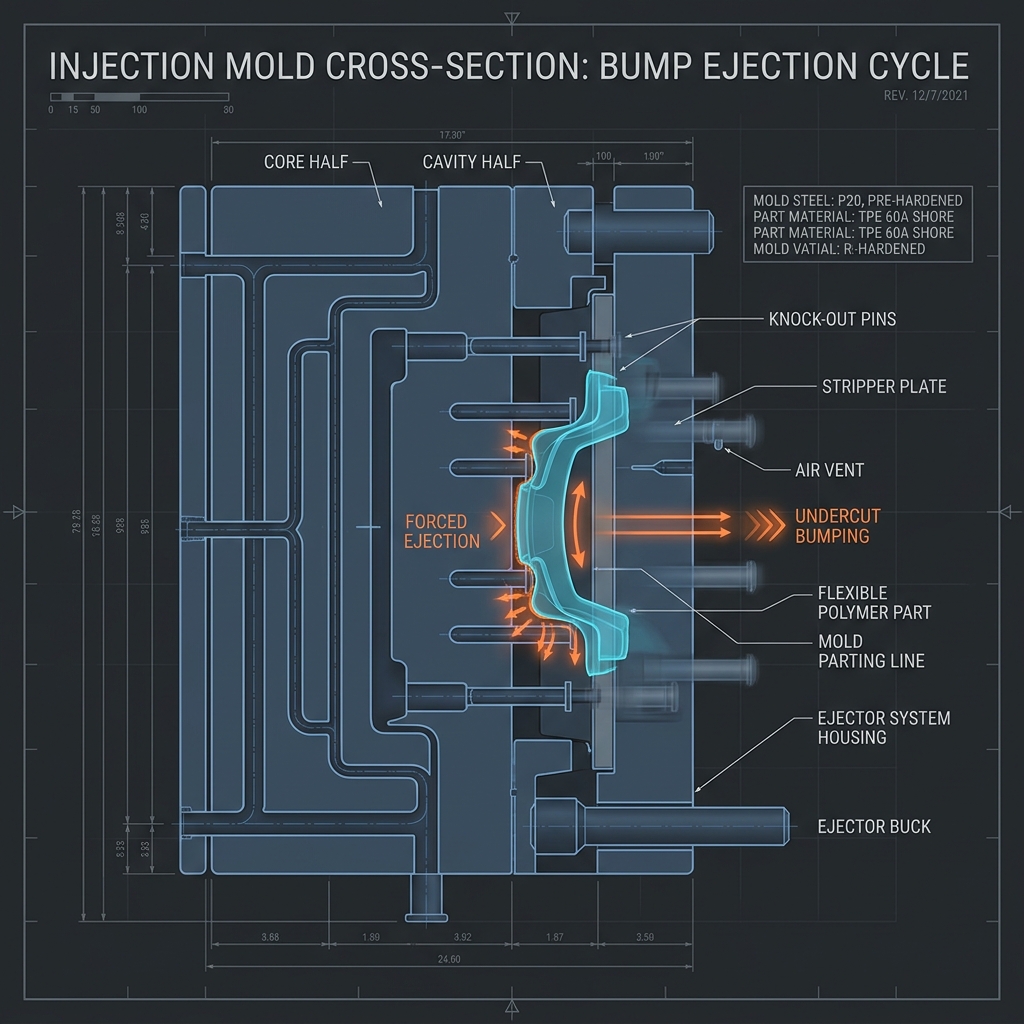
They don't unscrew the plastic from the steel. They just yank it off.
It’s an engineering trick called "Forced Ejection" (or "Bumping"), and here is how it works. 👇
Normally, if you mold a lip, thread, or hook (an "undercut") on the inside of a plastic part, it locks onto the steel mold core.
To get it off, toolmakers usually build expensive internal sliders or collapsing cores.
But if you are designing a cheap, high-volume part, you can just force the plastic to stretch over the steel and snap back into shape.
Think of it like pulling a tight rubber band over the rim of a glass.
But you can't just guess if it will work. You have to calculate the stretching force (Strain) to make sure the plastic won't tear.
Here is the exact equation:
ε = (U / D) × 100
- ε = Strain (%)
- U = Total depth of the undercut
- D = Inner diameter of the plastic part
Let’s look at an example to make it real:
Imagine a Polypropylene (PP) bottle cap. A quick look at the material datasheet shows PP can stretch about 𝟴% before it permanently deforms (yield strain).
Your cap has an inner diameter (D) of 25.0 mm. The inner thread sticks out by 1.5 mm (U).
Let's do the math: ε = (1.5 / 25.0) × 100 = 𝟲%
Because your calculated strain (6%) is less than the material's limit (8%), the cap will safely stretch, pop off the core, and snap perfectly back into shape!
If you want to use Forced Ejection, follow these 3 golden rules:
𝟭. 𝗖𝗵𝗲𝗰𝗸 𝘁𝗵𝗲 𝗠𝗮𝘁𝗲𝗿𝗶𝗮𝗹
This only works with highly ductile, flexible plastics like PP, PE, or soft ABS. Never try this with brittle plastics like Polycarbonate or Glass-Filled resins—they will shatter like glass.
𝟮. 𝗚𝗶𝘃𝗲 𝗶𝘁 𝗮 𝗥𝗮𝗺𝗽
The undercut must have a smooth "lead angle" (usually 30° to 45°). If you use a sharp 90° cliff, the ejector pins will just shear the lip clean off instead of stretching it.
𝟯. 𝗘𝗷𝗲𝗰𝘁 𝗶𝘁 𝗛𝗼𝘁
Bump the part off the mold while the plastic is still warm. Warm plastic is stretchy. If you let it cool down entirely, it becomes rigid and will crack.
What is the craziest undercut you have ever successfully bumped off a mold? Let me know below! 👇
Related Articles
Draft Angles: Solving Vacuum Lock in Injection Molding
Have you ever stacked two plastic buckets together and couldn't pull them apart? That frustrating vacuum lock is exactly what happens inside an injection mold, unless you use a simple design trick called a 'Draft Angle'.
Weld Lines: The Invisible Weakness in Plastic Parts
Have you ever drop-tested a thick plastic enclosure and it randomly shattered in a perfectly straight line? You probably ignored the invisible weakness of a Weld Line.
The 85/15 Rule: Why Top Engineers Miss Deadlines
Why do top-performing engineers suddenly start missing critical deadlines? You might assume they lost their motivation or got distracted. But most of the time, they are just fighting a broken system.
Have a product challenge like this?
We help hardware teams solve complex engineering, DFM, and production challenges every day.
Discuss Your Project