Statistical Tolerancing: Why Worst-Case Math is Costing You Money
Have you ever designed parts that perfectly fit together in CAD...
But when the factory bolts them together, the holes don't line up at all?
You probably calculated your tolerances using Worst-Case math. Here is why that is costing you money. 👇
When you bolt a stack of parts together, each individual part has a manufacturing tolerance (like ±0.2 mm).
New engineers usually just add them all up.
If you have 4 parts stacked together, and each has a ±0.2 mm tolerance, the Worst-Case math says your final assembly could be off by ±0.8 mm.
To fix that huge ±0.8 mm gap, the engineer panics. They force the factory to use ultra-expensive, high-precision machining to tighten the tolerances down to ±0.05 mm.
The part price triples. But you didn't need to do that. You just needed to use Statistical Tolerancing.
Think about the real-world odds: For a Worst-Case scenario to actually happen, every single part in that stack must be manufactured at its absolute maximum size, at the exact same time.
Mathematically, if the factory is running a stable process, the odds of that happening are near zero. The parts will naturally average each other out. Some will be slightly large, some will be slightly small.
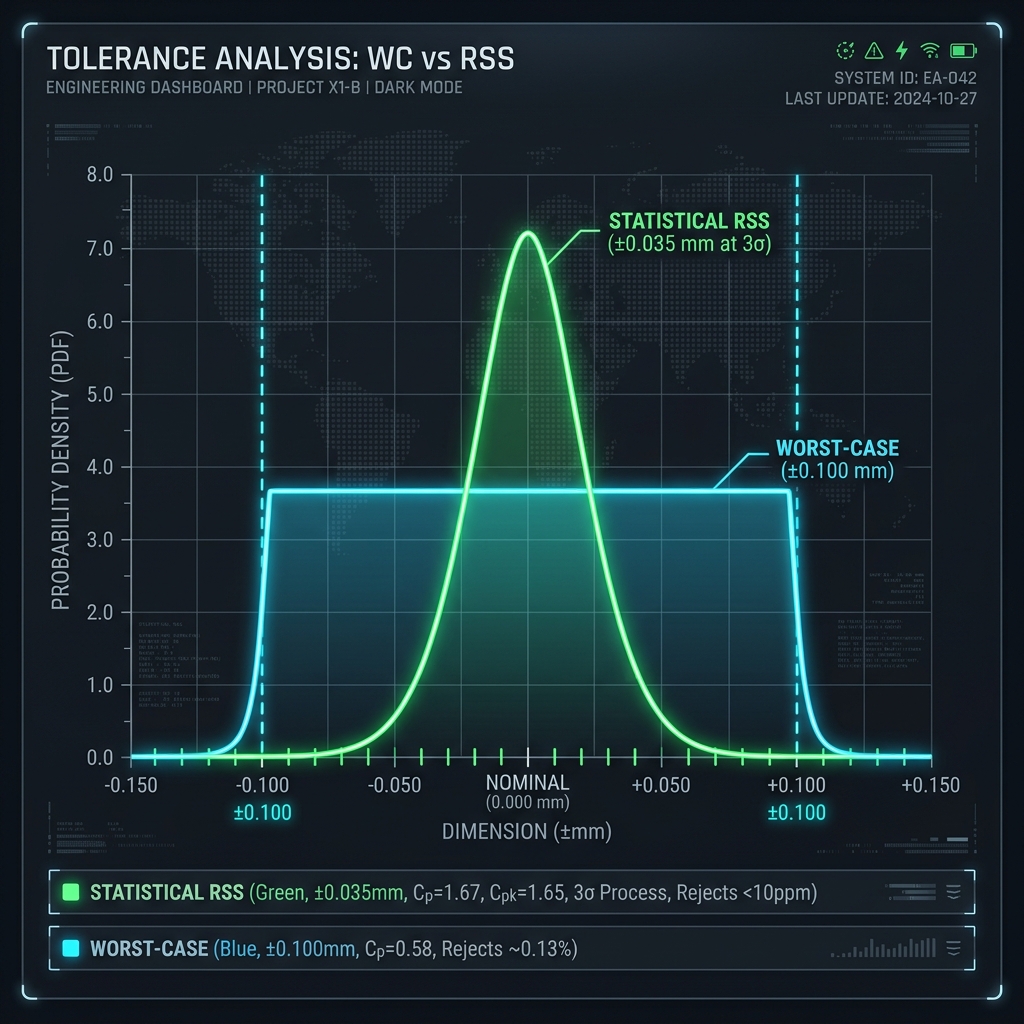
To calculate the REAL assembly tolerance, engineers use the Root Sum Square (RSS) equation:
RSS = √(T1² + T2² + T3² + T4²)
Let’s run the exact same 4 parts (±0.2 mm) through the RSS math: RSS = √(0.2² + 0.2² + 0.2² + 0.2²) RSS = √(0.04 + 0.04 + 0.04 + 0.04) RSS = √(0.16) = ±𝟬.𝟰 𝗺𝗺
By using statistics instead of Worst-Case math, your assembly tolerance just dropped from ±0.8 mm down to ±0.4 mm.
You just cut the variation in half without spending a single dollar on precision machining!
If you want to use RSS, you must follow these 3 rules:
𝟭. 𝗧𝗵𝗲 𝟰-𝗣𝗮𝗿𝘁 𝗥𝘂𝗹𝗲
Statistics only work if you have a sample size. Never use RSS on an assembly with only 2 or 3 parts. You need a stack of at least 4 independent parts for the bell curve to average out effectively.
𝟮. 𝗜𝗻𝗱𝗲𝗽𝗲𝗻𝗱𝗲𝗻𝘁 𝗠𝗮𝗻𝘂𝗳𝗮𝗰𝘁𝘂𝗿𝗶𝗻𝗴
The parts must be made independently. If the factory cuts all 4 parts from the exact same sheet of metal using the exact same worn-out laser, the errors will stack in the same direction, and RSS will fail you.
𝟯. 𝗧𝗵𝗲 𝗣𝗿𝗼𝗰𝗲𝘀𝘀 𝗠𝘂𝘀𝘁 𝗕𝗲 𝗜𝗻-𝗖𝗼𝗻𝘁𝗿𝗼𝗹
RSS assumes the factory's manufacturing process follows a normal bell-curve distribution. If the supplier is just guessing and their Cpk is below 1.33, throw the math out the window.
Have you ever been forced to use a rubber mallet to put a prototype together because the tolerances stacked up? Let me know below! 👇
Related Articles
DXF Export SOP: Stop Lasers From Ruining Your Sheet Metal
Have you ever sent a sheet metal flat pattern to the factory, and they accidentally laser-cut your part into three separate pieces? You probably forgot to clean up your DXF export.
The K-Factor: Why Your Sheet Metal Flat Patterns are Wrong
You design a sheet metal bracket in CAD with perfect 100 mm dimensions. But when the factory folds it, the final part measures out to 102 mm. Why did your metal magically grow? You guessed the K-Factor.
Part Marking SOP: Mistake-Proof Your Sheet Metal Assembly
Have you ever received a batch of identical-looking sheet metal brackets, only to realize half of them are mirrored, and none of them have part numbers? Here is the bulletproof Part Marking SOP.
Have a product challenge like this?
We help hardware teams solve complex engineering, DFM, and production challenges every day.
Discuss Your Project